岩井 学*1,○橋本英明*1,鈴木 清*2
Study on removal machining with strong alkaline ionized water
(2nd report: Investigation of anticorrosion)
Manabu IWAI, Hideaki HASHIMOTO, Kiyoshi SUZUKI
Key words : coolant, strong alkaline ionized water, aluminum alloy, anticorrosion, electrolytic protection
1.はじめに
切削加工や研削加工には除去加工液が多用されているが,油性加工液の場合は火災,水溶性加工液の場合は液の腐敗が問題となっている.両者の問題点を解決する手段として近年RO(Reverse Osmosis)水を電気分解した強アルカリイオン水が着目されている1).強アルカリイオン水はpHが12程度と高いため,水溶性加工液中のバクテリアが繁殖し難く,結果として加工液の長寿命化に寄与することが分かっている.また,強アルカリ下では鉄系金属部材が発錆し難いこと,切削工具の寿命が長くなる,加工能率が向上するなどの特徴も有している2).一方,強アルカリイオン水には苛性ソーダなどのアルカリ成分が混入されていないが,強アルカリ性であるため,アルミニウム,銅およびそれらの合金を腐食させる特性を持っている.例えば,アルミニウムはイオン化傾向が高い金属であり,pHの高いアルカリイオン水中では腐食反応(2Al+6H+ → 2Al3++3H2)によってAl原子がAlイオン(Al3+)となって溶解する.そのためアルミニウム試料表面が茶褐色に変色したり,孔食を起こしたりする問題がある.
本来これらの材料に対しては強アルカリイオン水の使用は避けるべきであるが,1台の工作機械で種々の金属を加工せざるを得ない場合も少なくない.
本研究では,強アルカリイオン水によるアルミニウム合金の腐食状況を調べるとともに,防蝕効果を発現させる方法について検討した.
2.実験装置および条件
主たる実験条件を表1に示す.供試アルカリイオン水は図1に示す構造のアルカリイオン水生成装置(日伸精機(株)製ALC-NEWS)によって生成されたものを使用した.この装置は陽イオン交換膜を使用し,+極側のみに電解質水溶液(炭酸カリウム水溶液)を循環させ,-極側にはRO水(脱塩水)を通過させる方式を採用している.生成されたアルカリイオン水に残留するカリウムイオンは0.18%程度と十分に少ないと言える.pHは12である.
試験材には圧延したまま,およびフライス切削した短冊状(19.5×40×3mmt)の耐蝕アルミニウム合金(A5052)を用いた.この試料を強アルカリイオン水中に20mm深さまで浸漬させ,1時間経過後の試料表面を観察した.
表1 実験装置および条件
| 供試材 | ・耐食アルミ合金 (A5052, 19.5×40×3mmt)
圧延材,フライス材 ・炭素鋼 (S45C, 18×45×5mmt) |
| アルカリ
イオン水 |
強アルカリイオン水 (pH12)
生成装置 (ALC-NEWS, 日伸精機) |
| 防蝕剤 | メタ珪酸ナトリム |
| 電気防蝕 | 直流電源 (ZX-400L, 高砂製作所)
補助電極:グラファイト (20×40×6mmt) 極性:アルミ材(-極),グラファイト(+極) 通電電流:10mA (消費電力0.3mW) |
図1 強アルカリイオン水生成装置の構造
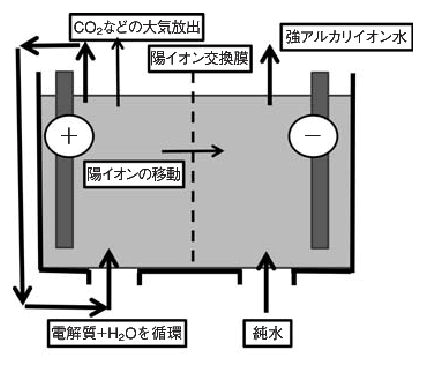
図2 電気防蝕実験模式図
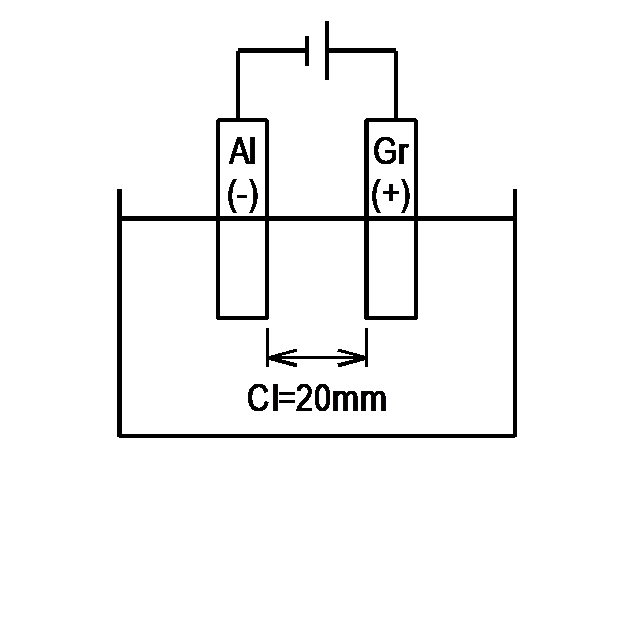
試料の防蝕を計るため,アルミニウム用防蝕剤であるメタ珪酸ナトリウムの添加と,電気防蝕法を適用した.電気防蝕法は,アルミニウム合金表面からアルカリイオン水中へ流れ出ようとする腐食電流に対して逆方向に外部から直流電流を通電することにより,アルミニウム表面が腐食(イオン化)することを防止する方法である.実験では,図2のように直流電源装置を用い,グラファイト板を補助電極(+極)として通電(10mA, 0.3mW)を行った.
図3 強アルカリイオン水でのアルミニウム合金の腐食とメタ珪酸ナトリウムによる防蝕効果
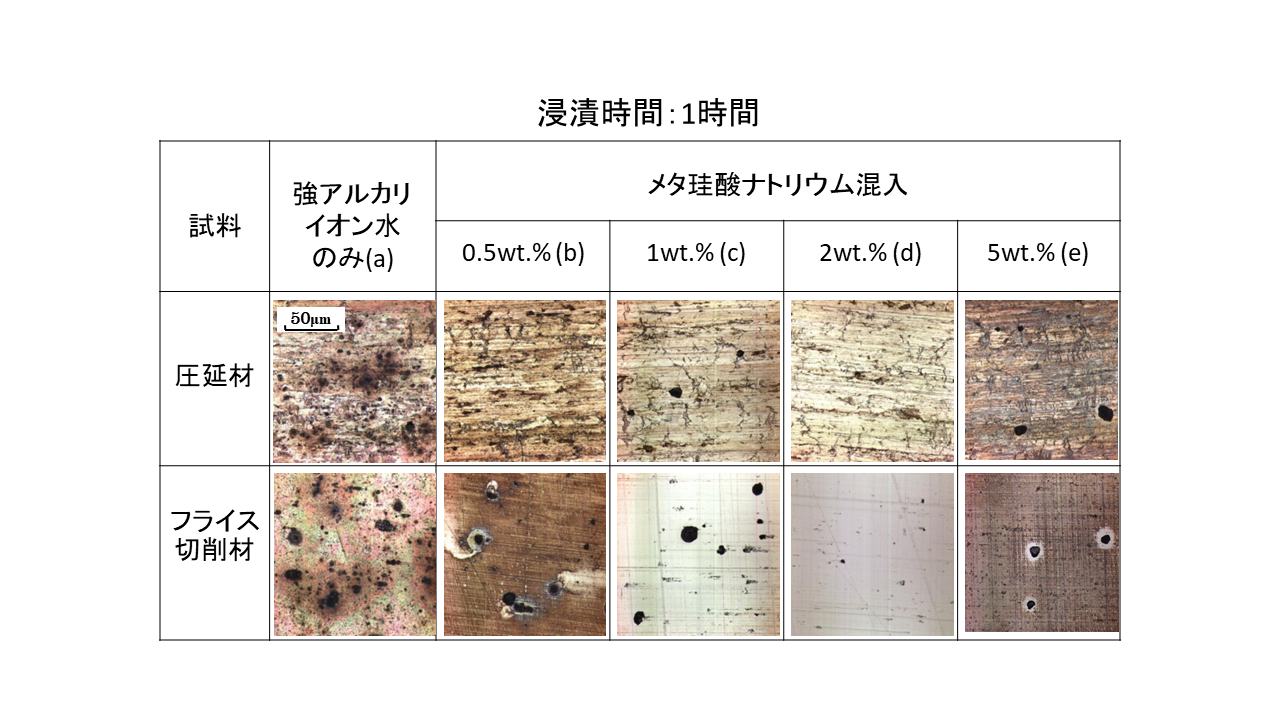
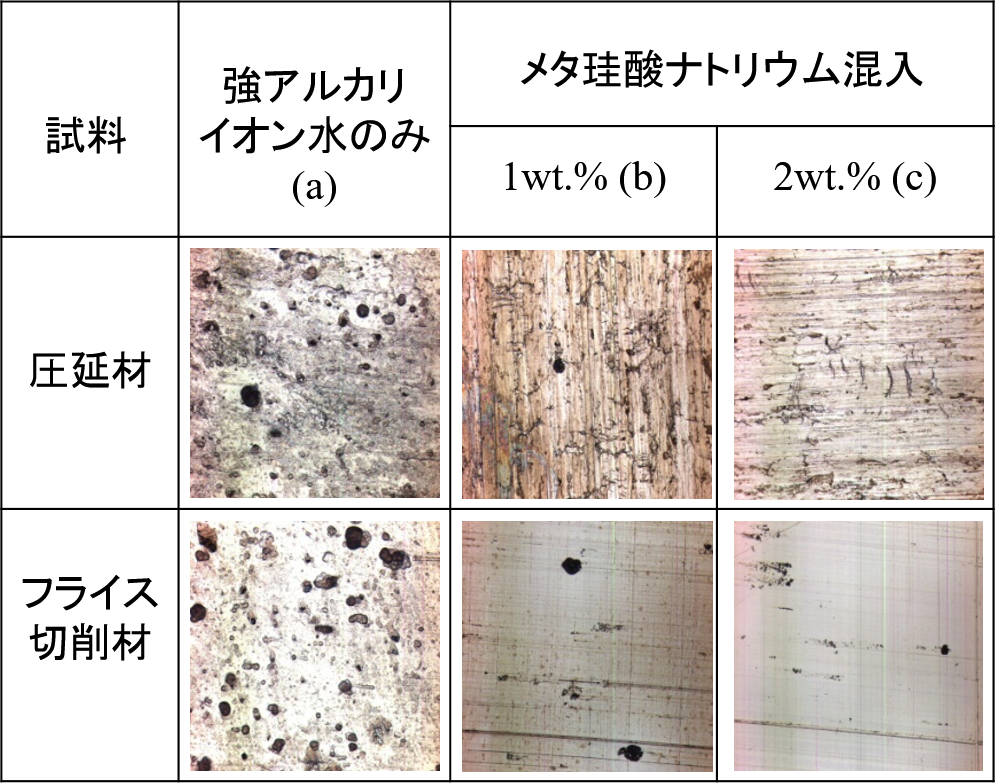
図4 炭素鋼(S45C)と浸漬させたときの腐食と防蝕効果 (浸漬1時間)
3.実験結果
3.1 強アルカリイオン水での腐食状況
強アルカリイオン水中にアルミニウム合金を浸漬し,表面の腐食状況を調べた結果を図3に示す.アルミニウム合金の圧延材およびフライス材を浸漬させると,10分間で表面に黒い孔食が発生した.30分間経過すると,表面が茶褐色に変色し,孔食の数が増大した(図3(a)).
3.2 メタ珪酸ナトリウムによる防蝕効果
強アルカリイオン水にメタ珪酸ナトリウムを0.5~5wt.%希釈したときの結果を図3(b)~(e)に示す.メタ珪酸ナトリウムを混入すると,2wt.%の希釈率で孔食が抑制された.5wt.%まで希釈率を高くすると,むしろ表面が茶褐色に変色し,孔食が発生した.
また炭素鋼(S45C)とアルミニウム合金を対向(クリアランスCl=20mm)させて一緒に浸漬させると,アルミニウム合金との間で電位差が生じるため孔食の数が増加した(図4(a)).炭素鋼と一緒に浸漬させた場合でもメタ珪酸ナトリウムを2wt.%希釈すると,アルミニウム合金表面が防蝕された(図4(c)).
3.3 電気防蝕法による防蝕効果
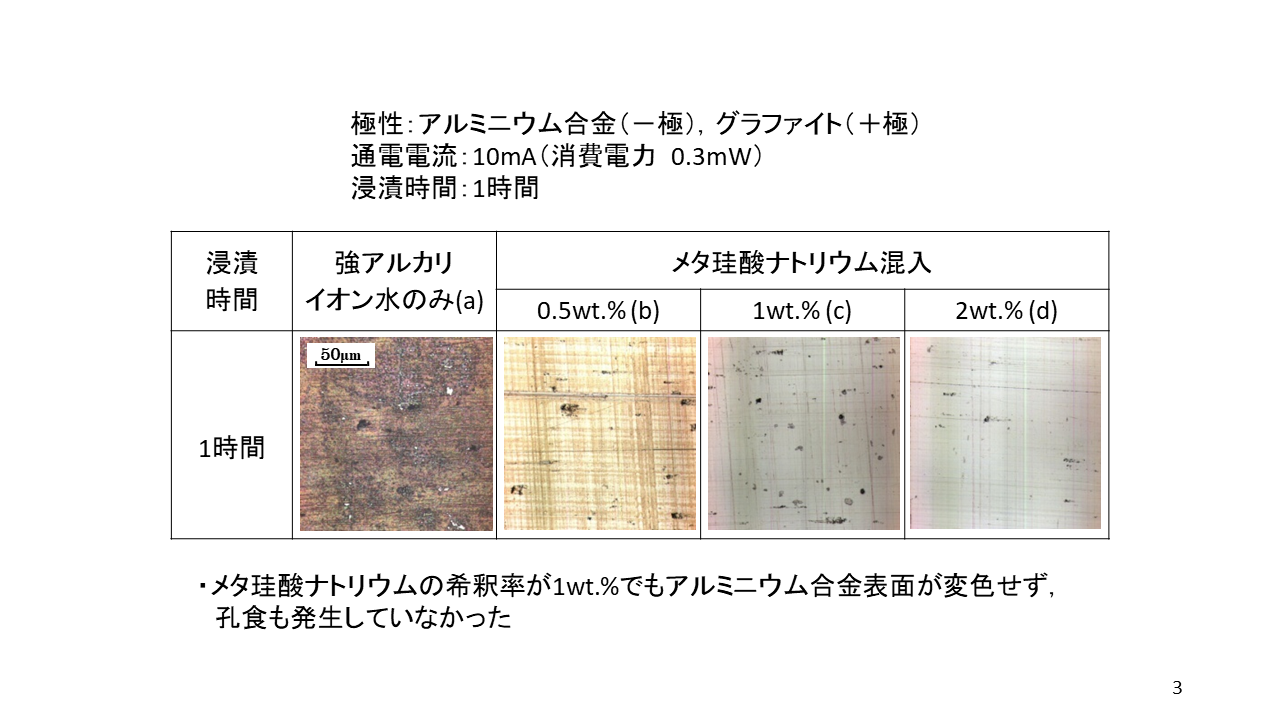
電気防蝕法を適用した結果を図5に示す.メタ珪酸ナトリウムの希釈率が1wt.%でもアルミニウム合金表面が変色せず,孔食も発生していなかった.
図5 電気防蝕法の効果 (10mA-0.3mW,浸漬1時間)
4.終わりに
強アルカリイオン水中でのアルミニウム合金の防蝕を検討した結果,メタ珪酸ナトリウムを2wt.%希釈すれば腐食が抑制されることが分かった.また微弱電流を通電する電気防蝕法を適用すれば,防蝕の効果をより高めることができることを明らかにした.今後は強アルカリイオン水のためのより優れた防蝕剤および防蝕方法を検討していく.
実験にご協力頂いた山田マシンツール(株),(公社)砥粒加工学会「未来志向形精密加工工具の開発に関する専門委員会」に感謝します.
[ 参考文献 ]
1) 池堂雄介:加工効率と環境改善を両立する次世代加工液「アルクール」,機械技術,第60巻,第9号 (2012) pp.66-71.
2) 山田雅英,山田晴久他:強アルカリイオン水による除去加工の研究(第1報),ABTEC2013講演論文集.
| *1 富山県立大学:〒939-0398 富山県射水市黒河5180
Toyama Prefectural University *2 鈴木清新加工技術研究所 Suzuki Kiyoshi’s New Machining Technology Laboratory |